Az iparban elérhető 3D-s képalkotók kevés kivétellel háromszögeléses elven működnek. A képalkotó eszköz a vizsgált objektumra vetített vonalat vagy más mintát egy ismert szögből nézi, és a minta vetületi pontjait a kamerák kalibrációs eljárásainak felhasználásával egy 3D-s térben helyezi el. Az iparban elterjedt 3D-szkennerek és 3D-s snapshot-kamerák egységesek abban, hogy a létrehozott pontfelhő a 3D-s képalkotó kalibrált terében jön létre, és abban is, hogy a szkennelt terület mérete fordítottan arányos a felbontással.
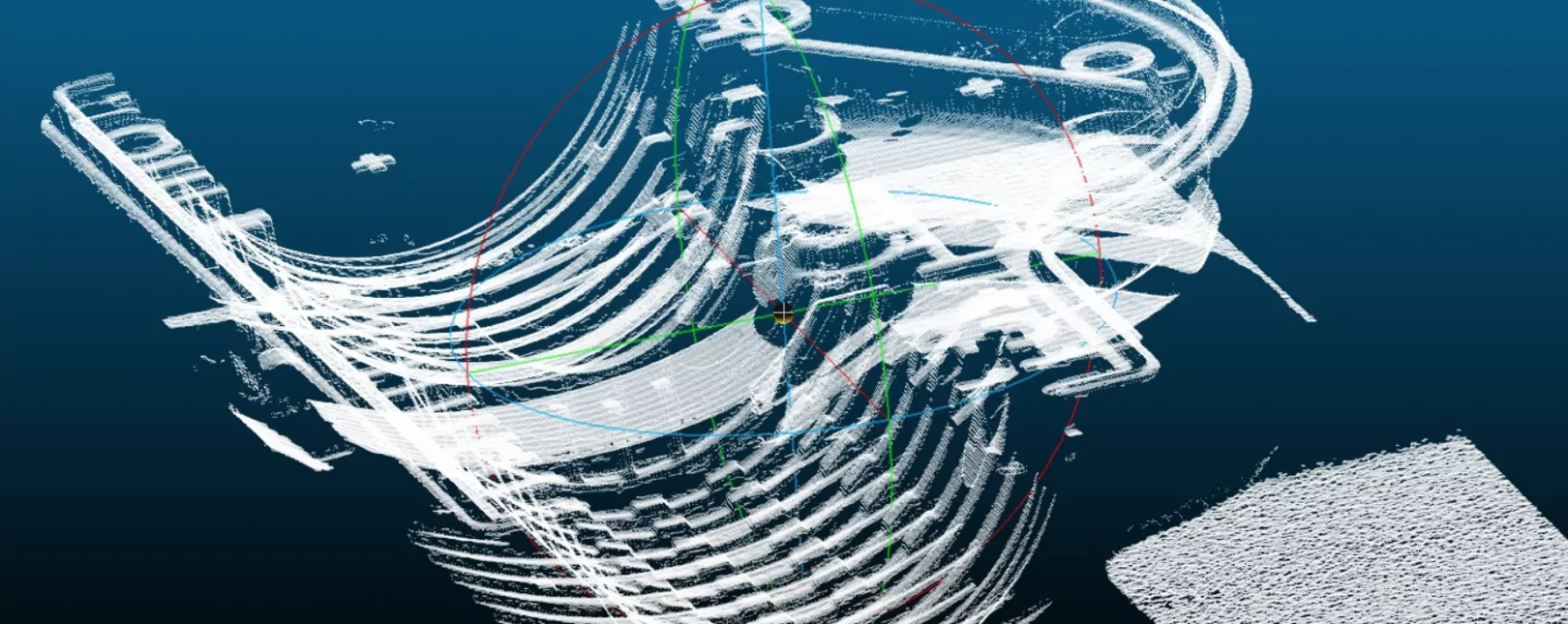
Az újonnan kifejlesztett mérési eljárás ezeket a megkötéseket küszöböli ki. A berendezésben lévő, kis szélességben, de ezáltal nagy felbontásban működő 3D-s profil szkenner által létrehozott pontfelhőket egy közös, a berendezés tárgyasztalának koordináta-rendszerében helyezi el.
A 3D-szkenner által létrehozott pontfelhőkben külön-külön könnyen lehet mérési feladatokat megvalósítani a rendszerhez fejlesztett vision szoftverben, amely a berendezéshez tartozó PC-n fut. A képelemző szoftver újítása, hogy a több szkennelési menet eredményét egyesítő pontfelhő terében is definiálhatók geometriai mérések (távolság- és szögmérés).
Közös pont
A rendszer mérési pontosságának kulcskérdése, hogy a különböző szkennelési menetekben létrehozott pontfelhők mi alapján lesznek beillesztve a közös pontfelhőbe. Amennyiben két pontfelhő rendelkezik olyan közös beszkennelt objektummal, amely mindkét képen nagy pontossággal detektálható, és pozíciója a 3D-s térben mindkét képen egyértelmű, akkor az objektumon létrehozott koordináta-rendszer segítségével a két pontfelhő egymáshoz képesti viszonya meghatározható, és a két pontfelhő egyesíthető. Amennyiben nincs közös pont, úgy a 3D-szkenner abszolút térben lévő elhelyezkedése alapján lehet elhelyezni a beszkennelt pontfelhőt. A végső mérési pontosság nagymértékben függ a mérendő tárgy felületi és geometriai tulajdonságaitól, illetve a mérési feladattól. A tapasztalatok alapján a rendszerrel +/– 0,02 mm-es pontosság érhető el a teljes szkennelési területen.
A fejlesztés során létrehozott mérési módszer az alábbi feladatok esetében jelent előnyt:
- Termék több oldalról történő geometriai vizsgálata.
- Nagy területen végzett, nagy pontosságú geometriai vizsgálatok.
A nagy vizsgálati területre kivetített 3D-s mérések mellett a berendezés természetesen hagyományos 2D-s és 3D-s mérések, ellenőrzések elvégzésére is képes. A Cognex VisionPro (szabályalapú) és ViDi (mesterséges neuronháló-alapú) eszközeivel gyakorlatilag bármilyen ellenőrzési vagy mérési feladat megoldható.
Az új vizsgálati módszer és az így létrejött prototípus segítségével bővültek az autóipari gyártó vállalatok minőség-ellenőrzésben rejlő lehetőségei.
Bővebb információ: www.budasensor.hu, [email protected]
Cikkünk eredetileg a GyártásTrend magazin február-márciusi lapszámában jelent meg, amely ezen a linken olvasható.
