Biztonságkritikus elem lévén gyártása is rendkívüli odafigyelést, pontos tervezést és kivitelezést igényel, a feladat pedig jelentős kihívások elé állítja a mérnököket, mert a piacon elérhető gépekkel a főbb alkatrészek – a vagonok kapcsolatát biztosító villa és csap – nem gyárthatók. A budapesti mérnökök azonban egyedi megoldásokkal képesek voltak a nehézségeket áthidalni, így megfelelő minőségben és az ütemterv szerint készülhetnek el az alkatrészek.
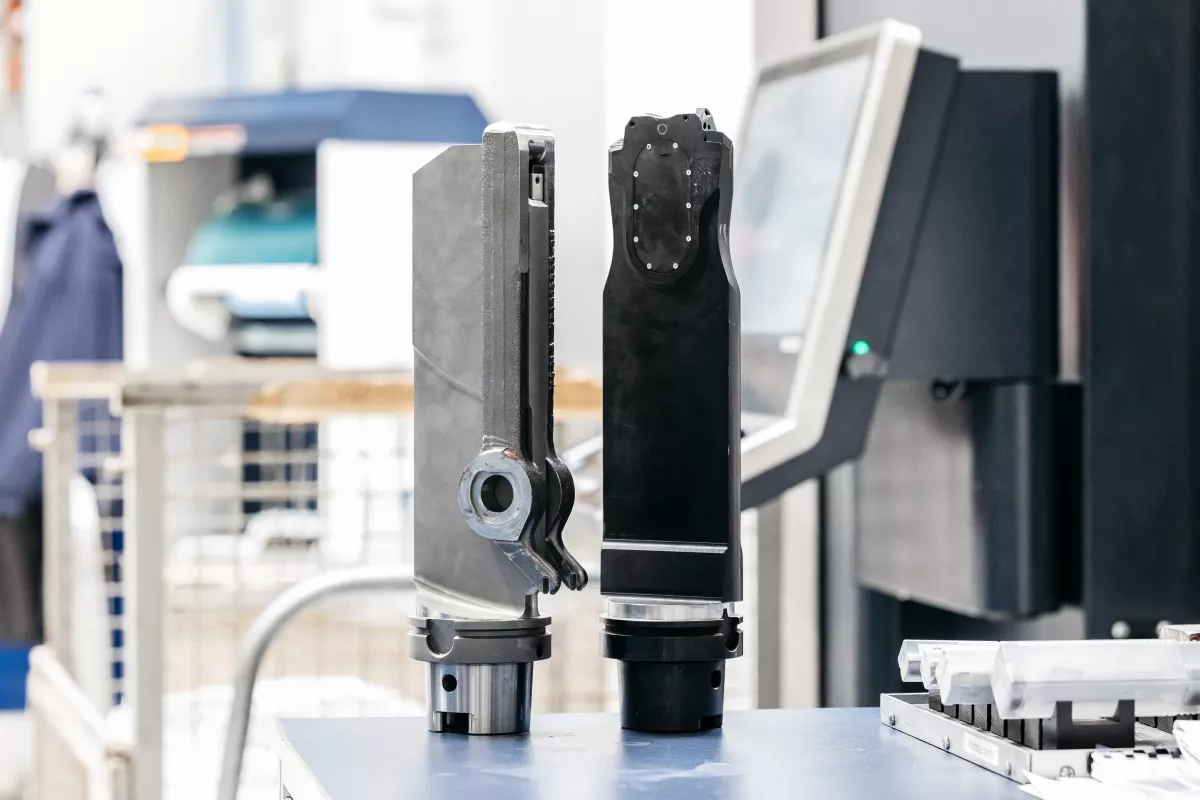
A gyártás szempontjából nagy kihívást jelentő komponens az úgynevezett kuplung, amely egy villa jellegű kovácsolt acél alkatrész. Az akár 40 centiméter hosszú villaszárakat egy 30-40 milliméter átmérőjű csap fogja össze. Ez az alkatrész párban húzza el az akár több száz tonna tömegű vonatot, ezért kritikus alkatrészről van szó, és nagyon szigorú tervrajzi követelményeknek kell megfelelni. Ha a csap és a villa tőrádiusza hibás, vagy a furatokat tartalmazó fej belső síkja nem párhuzamos, a csap eltörhet, a szerelvény pedig szétszakad.
Egy új fejlesztésű alkatrész előállítását számtalan megvalósíthatósági tanulmány, végeselem-számítás, teszt, műszaki egyeztetés előzi meg. A kuplung gyártásához a Knorr-Bremse Budapest tervező- és gyártástervező mérnökei több megoldási lehetőséget is megvizsgáltak.

A teljes termék egy géppel gyártható
Elsőként megvizsgálták a kontúrmarás lehetőségét, amely – bár műszakilag jó megoldást hoz – a magas darabszám miatt nem kivitelezhető. A kontúrmarás mellett megfontoltak több más megoldási lehetőséget, egyebek közt a főtengelyek gyártásánál használt marógépet és a tömbszikra alkalmazhatóságát.
A legelőnyösebb megoldásnak egy mill-turn marógép bizonyult, mert a gyártási darabszám felfutási időszakában van lehetőség más termékek előállítására is, illetve a teljes termék gyártása egy gépen belül megtörténhet. Így megtakarítható a többszöri beállás ideje, valamint logisztikai tevékenységre sincs szükség. A Knorr-Bremse Budapest ezért előzetes tesztelést követően egy új, bölcsős, öttengelyes megmunkálóközpontot vásárolt, amelynek gépasztala nagy fordulatszámmal mozog.
A kuplung kovácsdarabjának fejrésze egy buga, amely nincs kinyitva. A megmunkálást három lépésre tervezték: fej kibontása, csap esztergálása és a fej simítása. Az első két fázis során az anyag „eldobja” magát, ezt a jelenséget hőkezelés sem oldja meg.

koncepciót is készítettek
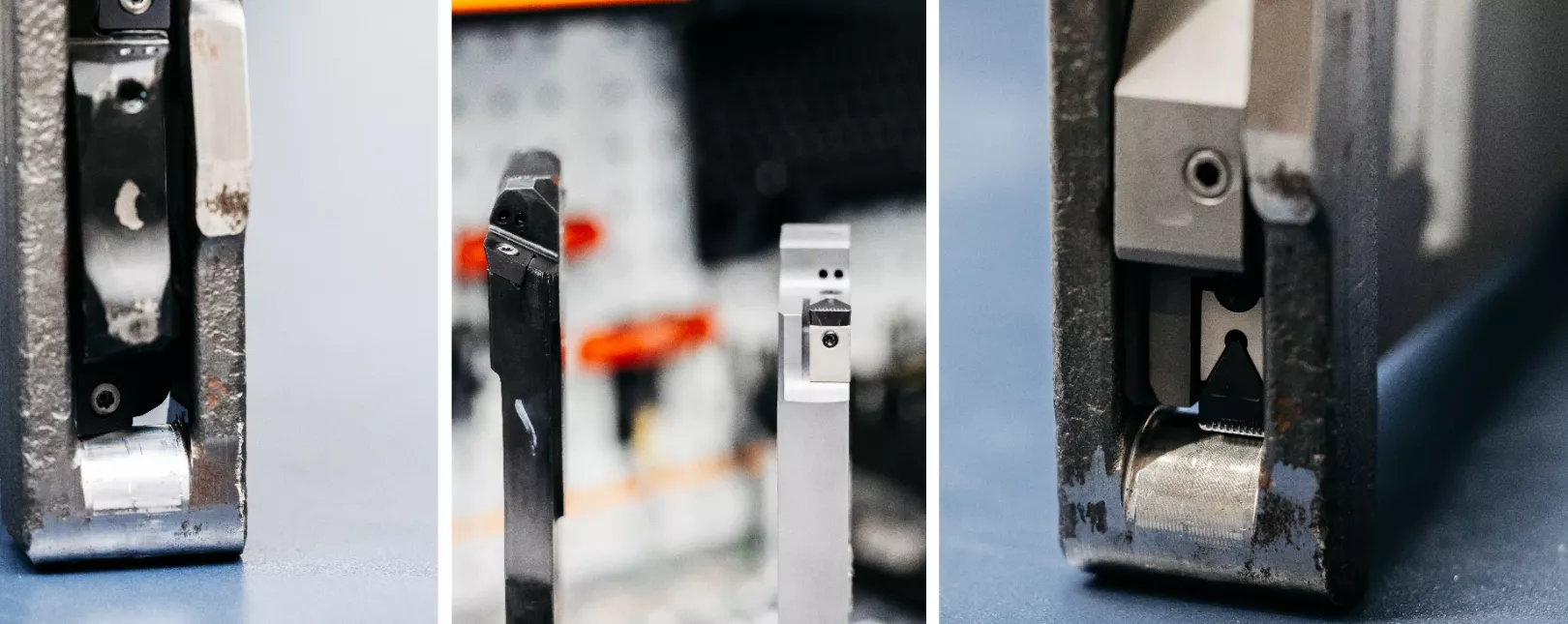
Y tengelyes esztergakés
A gépvásárlást megelőző tesztekkel párhuzamosan a Knorr-Bremse Budapest mérnökcsapata elindított egy koncepciót egy saját forgácsolószerszám felépítésére. Ennek alapja egy y tengelyes speciális beszúró esztergakés. A technológia ugyan pár éve elérhető a piacon, de a gépi korlátok miatt kevésbé terjedt el. A különbség a hagyományos beszúráshoz képest, hogy a forgácsolóerő nem hajlítóerőt, hanem kihajlást generál, így sokkal kevesebb rezgés keletkezik. A forgácsolóerő iránya megegyezik a főorsó irányával, azaz nyomja a szerszámot a főorsóba, nem pedig lefelé hajlítja. Így a gép veszi fel az erőt, nem a szerszám, amely a továbbfejlesztés során kiegészült a „Sandvick Silent” rendszerével, illetve blade turning elrendezéssel. Ez utóbbi során a kontaktpont vándorol a forgácsolóélen, így elkerülhető, hogy a 15 milliméteres élhosszal rendelkező lapka kritikus forgácsolóerőt generáljon, ezzel erősítve a vibrációt. A rezgések minimalizálásával jobb felület vagy rövidebb ciklusidő érhető el. A lapka nem éri át a csap teljes felületét, így a megmunkálás forgásirányváltással, illetve késfordítással egészül ki. A Knorr-Bremse Budapest a gyártásbiztonsági és minőségi elvárások miatt két különböző szerszámot is alkalmaz.

Negyvenszeres gyorsaság
Mindkét megoldással sikerült tervrajz szerinti munkadarabot gyártani. Míg a kontúrmarás 50-60 perces ciklusidővel futott le, addig az esztergálás kéregbontással, simító fogásokkal együtt kevesebb mint 1,5 perc volt. A tervezett darabszámokkal számolva ez már jelentős költségmegtakarítást eredményez a kontúrmaráshoz képest. Azt a tartós teszteken fogják vizsgálni, hogy az olcsóbb koncepciójú szerszámozás is folyamatképesen jó eredményt hoz-e.
a megmunkálás történik
A mérnökök már dolgoznak a további fejlesztéseken. Jelenleg a forgácsolást három fázisban végzik, de egy automatikusan – a forgácsolási ciklus részeként – rögzítést változtató hidraulikus készülékkel a lépések száma kettőre csökkenthető. Ezáltal az egységnyi idő alatt legyártott darabszám jelentősen emelkedik, a gyártási költségek pedig csökkennek.
A technológia implementálása kockázatokat hordozott magában, de a Knorr-Bremse Budapest fejlesztésorientált vállalatként bízott a szakembereiben, és sikerült megvalósítani a projektet.
Bővebb információ www.knorr-bremse.hu
Cikkünk eredetileg a GyártásTrend magazin április - májusi lapszámában jelent meg, amely ezen a linken olvasható.
