Az igen kis méretű alkatrészek jellemzőit a szerkezeti anyagaik, a geometriai tulajdonságaik, valamint a gyártásukhoz alkalmazott folyamatok szabják meg, amikor is a leggyakrabban lézeres vagy maratásos, de esetenként klasszikus forgácsolási vagy kivágási műveletekről van szó. A maratási folyamatok általában nem eredményezik visszamaradó anyagok képződését, ezzel szemben a többi előkezelés mindig saját elszennyezéssel is jár. A forgácsolásból és kivágásból adódó visszamaradt anyag lehet a forgács, a sorja, valamint a felületbe ágyazódott szerves maradványok. A lézerrel kezelt alkatrészeken gyakran található a sűrű füstből származó lerakódás, amely befolyással van a geometriai adottságokra.
Ha a technológiai előírás szerint rétegbevonatolási eljárást kell alkalmazni, nem az okozott szennyeződések miatt kell nehézségekkel számolni, hanem a felület épsége a kritikus (például a rétegbevonat sérülése a mechanikai jellegű, legtöbbször ultrahangos mosó-tisztítási folyamat következtében). Alapvetően az elszennyeződések nem különböznek a más esetekben keletkezettektől, és ugyanúgy el kell őket távolítani. Az eltérés az alkatrészek nagyságában, a finom és érzékeny geometriai adottságokban, valamint azokban a tisztasági követelményekben rejlik, amelyeket a felhasználási terület vagy a rákövetkező folyamatok (például rétegbevonatolás) kívánnak meg.
A mikroméretű alkatrészek esetében nem ritka a kísérő kezelési műveletek során vagy a tulajdonképpeni tisztítási folyamatok alatt bekövetkező sérülés és/vagy alakváltozás. Ráadásul ezek a lehető legkisebb méretű alkatrészek gyakran olyan geometriai kialakítással rendelkeznek, hogy meghatározóak bennük/rajtuk a kis furatok vagy az egyéb, kapilláris jellegű szerkezetek, és emiatt speciális követelményeket támasztanak az ipari tisztítással szemben.
A követelmények megfogalmazása
Az alkalmazandó tisztítási folyamat nem okozhatja sem közvetlenül, sem közvetett módon az alkatrész sérülését vagy a felület (a bevonat) károsodását, illetve nem eredményezhet alakváltozást.
Hatását tekintve * közvetlenül az alkatrész határrétegén fejtse ki a mechanikai jellegű mosóképességét, még a takarásban lévő részeken is * támogassa a közegek áramlását és ezáltal a tisztító vegyszerek továbbítását a kívánt alkalmazási helyre, valamint a feloldott szennyeződések elszállítását * még nagy szerelési sűrűség esetén is egyenletesen maradó tisztítási folyamatot garantáljon.
Mechanikai tisztítás
A legtöbb esetben mindig is vizes vagy oldószeralapú ultrahangos vagy mega-ultrahangos tisztítási eljárásokat alkalmaznak sikeresen. Ezek akkor igazán hatékonyak, ha tarthatók a feltételek: * a kezelési folyamat során az alkatrészek elhelyezkedése legyen olyan, hogy a hangsugár érje el a teljes felületet * az ultrahang ne okozhassa az alapanyag és/vagy rétegbevonatának a sérülését * a közvetlenül az alkatrész határrétegére irányuló közegáramlás (akusztikus áram) legyen annyira erőteljes, hogy a feloldott szennyeződést emelje fel az alkatrész felületéről, és így az kerülhessen be a közeg áramlásába.
A mechanikai típusú mosási folyamatot behatárolja annak lehetősége, hogy a felületek (például a speciális bevonatok) is megsérülhetnek, valamint az a szükségszerűség, hogy a beültetés sűrűségét hozzá kell igazítani az ultrahang frekvenciájához. Ezen kívül figyelembe veendő, hogy az ultrahang hatása a furatokban és az egyéb kapilláris jellegű struktúrákban – a fizikai tulajdonságok folytán – már nem működik.
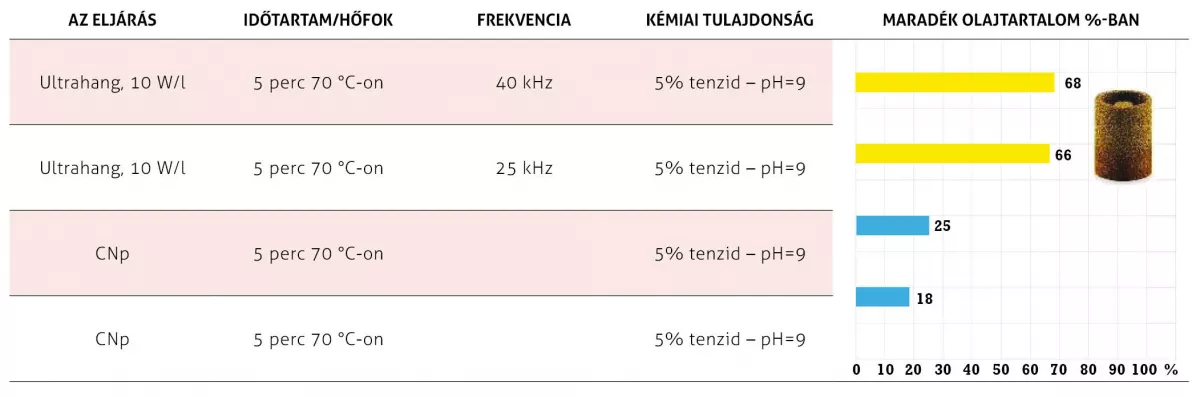
Hatékony alternatívát vagy kiegészítést jelent az úgynevezett ciklikus nukleáció (CNp) eljárása. A vákuumos rendszer főbb jellemzői, hogy * a mechanikai mosóhatás kiterjed az alkatrész teljes felületére, azaz takart geometriájú részekre, kapillárisokra, leárnyékolt területekre is, amelyek a tisztító közeggel közvetlen kapcsolatban állnak * a közegáramlás közvetlenül az alkatrész felületén megy végbe. Kiterjedt kísérletsorozatokkal igazolták, hogy érzékeny rétegbevonatok esetében még a legszogorúbb követelmények mellett sem fordul elő az alkatrész felületén a bevonat sérülése.
A megfelelő folyamat
Mint valamennyi finom tisztítási eljárásnál, a folyamat itt is a következők szerint épül fel: a szokásos gyakorlatnak megfelelően a durva vagy finom előtisztítási menetek térben elkülönített folyamatok keretében zajlanak le. Az elékapcsolt vagy beiktatott folyamatoknál a kezelési vagy környezeti követelményekkel együtt járó keresztszennyeződés kockázata alapján a megkívánt tisztasági fokozattól függően meg kell határozni és ellenőrizni kell a környezeti paramétereket. Mindez a mechanikai kivitelezés és a technológiai megoldások, valamint a közegek (folyékony hordozóközegek, alkalmazott vegyi és technológiai gázok) minőségének fokozott előírását jelenti. Fennáll továbbá az a követelmény is, hogy ki kell küszöbölni a technológiai és mechanikai elemek (részecske és film jellegű behordott szennyeződés a szelepeknél, forgómozgások, holtterek stb.) okozta elszennyeződéseket. Emiatt kritikusan felül kell vizsgálni a közegek keringtetési rendszereit. Mindez nemcsak a tisztítási és öblítési folyamatokra érvényes, ugyanilyen kritériumoknak megfelelően kell a megfelelő szárítási eljárásokat kiválasztani.
Speciális eljárások µm alatt
A legfinomabb tisztítás speciális eljárásai a µm alatti tartományban található részecskék és strukturák okozta szennyeződések eltávolítására koncentrálnak, amelyekkel az ilyen nem kívánatos anyag- vagy szerkezeti elemeket lehet eltávolítani, mivel azok képesek kedvezőtlenül megváltoztatni a felületek érdességét, nedvesítési, vegyi, elektromos vagy optikai tulajdonságait. Ezek az eljárások fizikai vagy fizikai/kémiai technológiák lehetnek, mint például a plazmamaratás, a lézeres eltávolítás, az elektropolírozás és a szórás CO2-granulátummal, ha mindezt az alkatrész struktúrája egyáltalán lehetővé teszi.
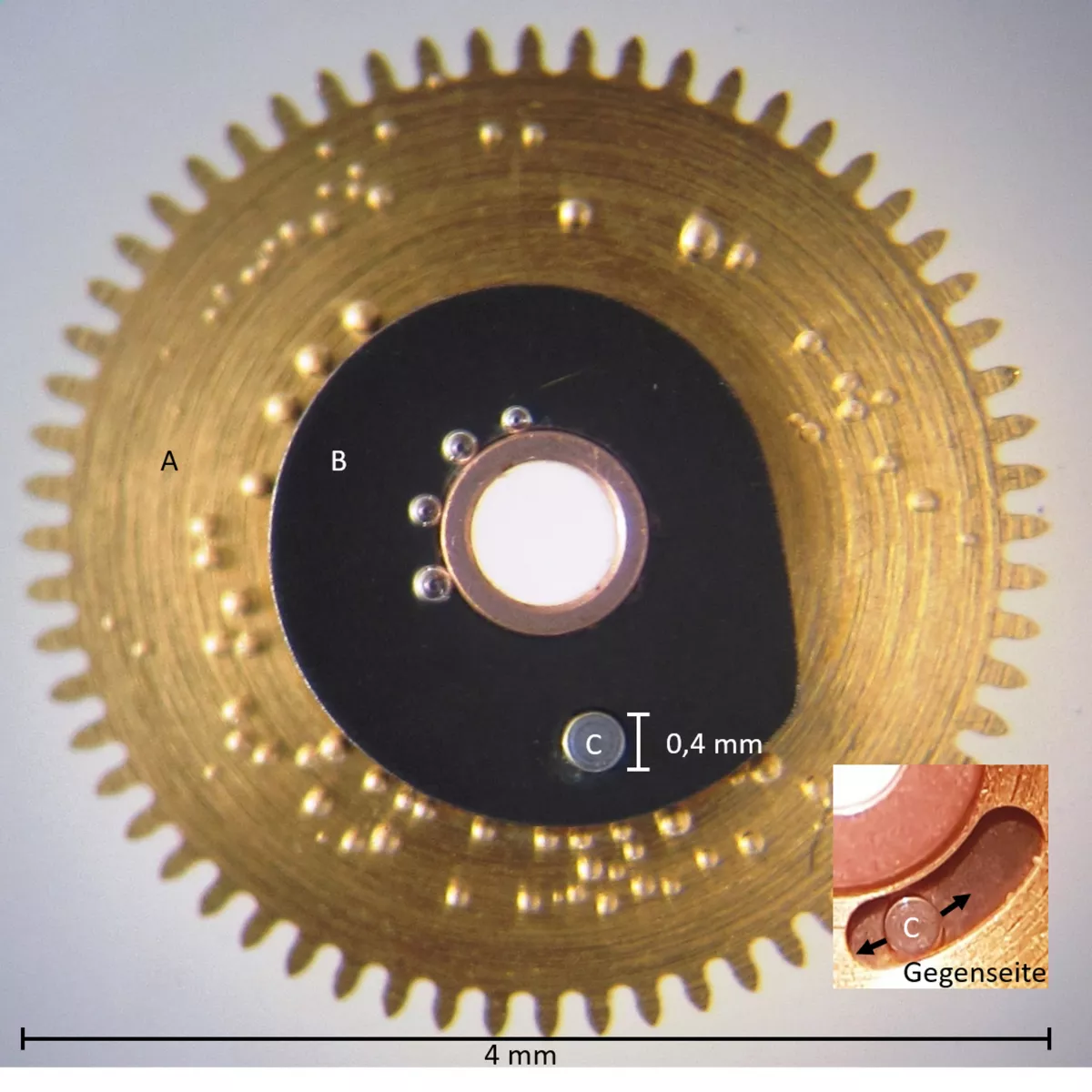
Konkrét alkalmazási példaként vegyük a mechanikai alkatrészek (például tengelyek és fogaskerekek) tisztítását az óragyártásban. Esetünkben egy kétrészes fogaskerék (átmérője 4 mm) kritikus köztes térségeiről van szó. Az alkatrészeket eddig ultrahangos eljárással tisztították, öblítették, és meleg levegővel szárították. A tisztaság mértékére vonatkozó követelmény: 1 cm2-en legfeljebb egy 25 µm nagyságú részecske lehet. A szénvegyületek nem kívánatos maradványainak jelenlétét a visszamaradó gáz elemzésével ellenőrizték.
Az alkatrészek eddig csak egy rétegben voltak tisztíthatók. A csekély anyagvastagság következtében azonban az ultrahang – még ha csak csökkentett módon is – a kavitációs hatásával befolyással bír a köztes terekben is. Többlépcsős öblítési folyamatok (3-4 öblítés ultrahanggal) gondoskodnak a tisztítási műveleteket (1-2) követően a közegek cseréjéről az azokban lévő, együtt áramló szennyezés redukálása, valamint a tisztítási maradékok eltávolítása végett.
A ciklikus nukleáció technológiájának segítségével immár lehetségessé vált a fogaskerekek többrétegű kezelése is háromlépcsős tisztítási/öblítési folyamatban. Az enyhe kavitációs hatásmechanizmus mellett az alkatrész teljes felületén és nevezetesen a kapillárisos részeken folyamatos közegáramlás volt tapasztalható.
Összegzés
A mikroméretű alkatrészek igen érzékenyek, és gyakran hajlamosak a sérülésekre az anyagvastagságuk és felületi jellemzőik miatt. Ebből adódóan a szokásos tisztítási eljárásoknál (de még a mikrostruktúrás/kapillárisos szerkezetű darabok esetében is) jelentős mértékben korlátozott a szerelési sűrűség. Szükségessé válik továbbá több tisztítási és öblítőfürdő használata. Egyértelmű gyengéje volt – és maradt – ezeknek az eljárásoknak a közegek igen korlátozott jellegű áramlása a kritikus részeken. Pont itt kínál fel új lehetőségeket a ciklikus nukleáció (CNp) eljárása: a kavitáció az egész felületen hat sűrű beültetés esetében is; a közeg áramlása folyamatos, még a takart és kapillárisos részeken is. Ennek köszönhetően a biztonságos tisztítási folyamat csökkentett számú fürdővel végrehajtható. Célszerű lehet azonban a közvetlen kombinálás az ultrahangos eljárással, például lézeres megmunkálást követően az oxidmaradványok eltávolítására. Azt, hogy végül is milyen eljárás – adott esetben akár kombinálva is – az igazán alkalmas, csak a valóságot megközelítő kísérletekkel lehet problémamentesen kideríteni.
