Az új termékötletek általában komplex követelményeket támasztanak a gyártási folyamattal szemben. Az Arburg „Turnkey” részlege speciális szaktudásával támogatja ügyfeleit az automatizálással kapcsolatos kérdésekben, például az eredeti munkafolyamatot megelőző, illetve azt követő gyártási műveleti lépések integrálásában. Az Arburg fővállalkozóként felelős a teljes projektmenedzsmentért – a tervezéstől és a konzultációtól a gyártócellák megvalósításáig és üzembe helyezéséig.
Az Arburg a műanyag-feldolgozó gépek gyártói között vezető pozíciót tölt be, és meghatározó szerepet játszik a digitalizáció és az automatizált termelés területén. A cég 1986-ban mutatta be az első teljesen automatikus, több egymáshoz kapcsolt fröccsöntő gépből álló gyártórendszerét. A berendezést az Arburg vezérszámítógép-rendszere vezérelte. A fröccsöntéses gyártás MES irányítási rendszere folyamatosan fejlődik. A MES az ipar 4.0 központi technológiai elemeként biztosítja az IT-összeköttetést, és fontos szerepet játszik az okostermelés kiépítésében. A Selogica vezérlést 1993-ban, a Gestica vezérlést pedig 2016-ban vezettük be. Mindkét vezérlést – csakúgy, mint a gépeket – a loßburgi központunkban fejlesztjük és gyártjuk. Az Arburg csaknem 25 éve vesz részt aktívan a kulcsrakész berendezések gyártásában, amelyek iránt világszerte nagy kereslet mutatkozik.

Több évtizedes tapasztalat a kulcsrakész szolgáltatások terén
Az Arburg robottechnikai tevékenységi köre az egyszerű integrálpickerektől a függőleges és vízszintes Multilift robotrendszereken keresztül egészen az implementált Selogica kezelőfelülettel rendelkező hattengelyes robotokig terjed, így a kezelő külső programozói szolgáltatás igénybevétele nélkül az összes mozgást és funkciót helyben beprogramozhatja és módosíthatja.
A központi gépvezérlés lehetővé teszi a robotrendszerek és a periféria komplett beiktatását. Ez megkönnyíti a programozást és a folyamatadatok felügyeletét, tárolását és kiértékelését. A kezelő számára ez azt jelenti, hogy csak egy adatkészlettel kell dolgoznia, nem kell újragondolnia a programozást, és a robotot a géppel tökéletesen szinkronizálni tudja. A bővített valós idejű kommunikáció ezenfelül több funkciót, szinkronizált folyamatlefutást és gyors ciklusokat tesz lehetővé. További plusz, hogy a beállítások elmentése közvetlenül az adatkészletben történik.
A gép kezelését továbbá aktívan támogatják az Arburg asszisztenscsomagjai. Ezek a digitális termékek megkönnyítik az Allrounder gépeken a termelési követelményeknek megfelelő munkavégzést – a beindítástól, a beállítástól és az optimalizálástól kezdve a gyártáson és a felügyeleten keresztül egészen a szervizelésig.
Okosgyártócellák
A digitalizáció korában az egyre komplexebb gyártási folyamatok magas követelményeket támasztanak a gyártócellákkal szemben, amelyektől azt is elvárjuk, hogy lehetőleg „okosak” legyenek. A szabványos hálózatba csatlakozáshoz minden új Allrounder fröccsöntő gép IIoT-átjáróval és bázisszintű csatlakozási rendszerrel van felszerelve. Megfelelő szoftver, például az Arburg ALS vezérszámítógép-rendszer alkalmazásával a gyártási adatok valós időben dolgozhatók fel és értékelhetők ki, a gyártási hatékonyság és az áttekinthetőség pedig nagymértékben növelhető.

Az Arburg Turnkey Control Module (ATCM) Scada-rendszer segítségével az egyes alkatrészek, illetve beszerelt részegységek 100 százalékban nyomon követhetők. Ennek különösen a gépjárműiparban, az orvostechnikában és egyéb, biztonsági szempontból releváns iparágakban van nagy jelentősége. Az ATCM vizualizálja a komplex kulcsrakész rendszerek folyamatait, és összesíti az összes alkatrész-specifikus folyamat- és minőségadatot. A fröccsöntő gép, az automatizálási rendszer és a periféria – például a lézer, a szkenner, a képfeldolgozó rendszer és a mérőkészülék – minden fontos adatot továbbít az ATCM felé.
A Kendrion komplex kulcsrakész rendszerével úgynevezett gerjesztőrendszereket állít elő a németországi Villingen-Schwenningenben, amelyeket a belső égésű motorok olajkörében használnak. A világ vezető elektromágnesesalkatrész-gyártója az új Arburg Turnkey Control Module (ATCM) kísérleti ügyfele. A kész darabokat kóddal jelöljük, és inline ellenőrizzük. Az ATCM összegyűjti a folyamat- és a tesztadatokat, és lehetővé teszi a 100 százalékos nyomonkövethetőséget.
A Kendrion (Villingen) GmbH a műanyag-feldolgozásban szerzett tudástár bővítése és a beszállítóktól való függetlenebbé válása érdekében saját fröccsöntő üzemére támaszkodik. Előtte a műanyag szerelvényeket más gyártóktól szerezték be. Csupán pótalkatrészeket gyártottak egy 1984-es építésű Allrounderrel és egy Allrounder 221 K-val.
Automatizált fröccsöntés
Az automatizációs projektek az Arburgnál mintegy 80 dolgozó közös munkájával készülnek, akik a Turnkey-technológiáért, az alkalmazástechnikáért, a műszaki megvalósításért, az anyaggazdálkodásért, valamint a szervizért és a marketingért felelősek. Így az összes ágazat tudását és tapasztalatát hatékonyan tudjuk alkalmazni. Van azonban egy „Ágazati értékesítés” csapatunk is, amelyik az adott ágazatban az ügyfélkapcsolatok célirányos kialakításáért felel.
A robotrendszerek és gyártócellák alkalmazásakor sok ügyfelünk eddig elsősorban a gyártási hatékonyság növelésére és az ebből eredő költségcsökkentésre összpontosított. Ez a téma a 2020-as koronaválság következtében új dimenziót öltött. Az automatizálásnak köszönhetően a termékeket ugyanis csökkentett személyzettel is megbízhatóan le lehet gyártani, és egyúttal az előírt távolságtartás követelményei is betarthatók. Ezenfelül az automatizáció segítségével a fröccsöntésben egyre több és igényesebb munkalépés valósítható meg, és az alkatrészekbe további funkciók integrálhatók.
Fröccsöntéssel bővített gyártási kapacitás
A fröccsöntésbe való belépést egy bonyolult kulcsrakész rendszer teszi teljessé, amely egy hidraulikus Allrounder 470 S köré épül, amely 1000 kN záróerővel rendelkezik. Ez azt jelenti, hogy a szintén az üzemben előállított elektromos tekercsek átformálhatók a késztermék „gerjesztőrendszerébe”, és növelhető a házon belüli hozzáadott érték. A végtermék a személygépkocsik belső égésű motorjainak szelepe.
„Nagyon elégedettek vagyunk a projekt kezelésével” – értékeli a jó együttműködést Werner Schleicher, aki a kendrioni folyamatfejlesztésért felel. „Központi Arburg-kapcsolattartónk és csapata kompetensen és ütemterv szerint valósította meg a tervezett telepítési feladatokat.”
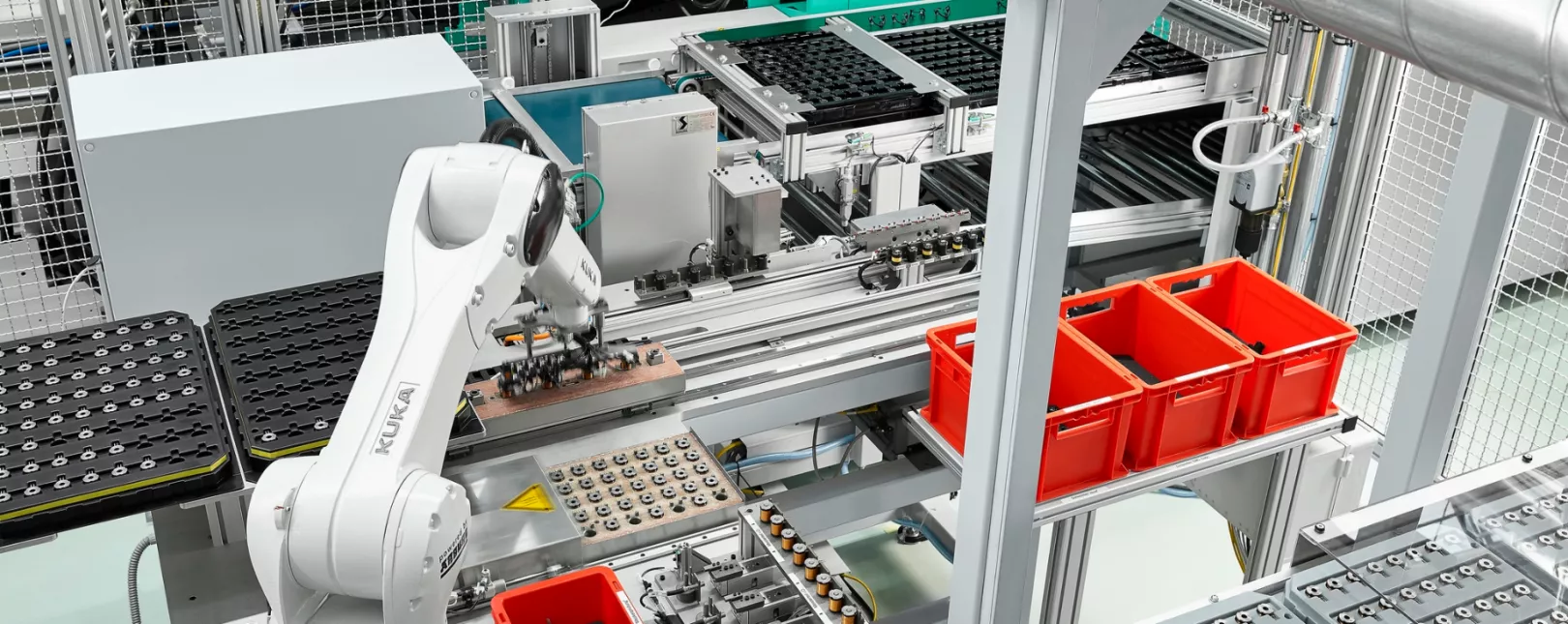
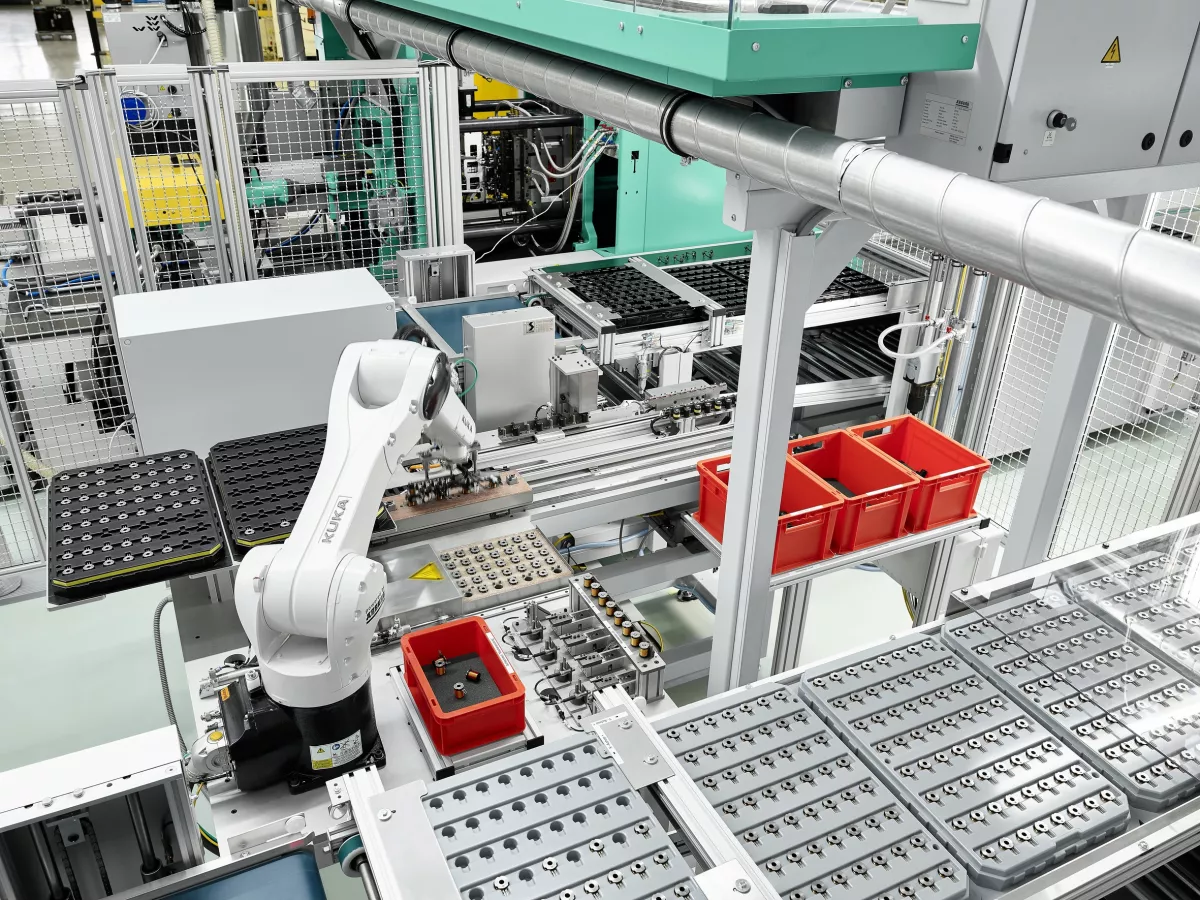
A Kendrion eddig csak az elektromos tekercseket gyártotta a helyszínen, egy tekercselő központban. Ezek pólustárcsából, csévetestből, tekercselésből és két csapból álltak. A közvetlenül mellette elhelyezett új kulcsrakész Arburg-rendszerben az elektromos tekercsek üvegszál-erősítésű PA-val (poliamiddal) vannak körbefröccsöntve. „A betétes darabokat és a kész gerjesztőrendszereket is inline ellenőrzik” – magyarázza Werner Schleicher. „A kulcsrakész rendszeren belül az egyes komponensek interakciója zökkenőmentesen működik. Az alkatrészek behelyezésére és eltávolítására szolgáló Multilift V a központi Selogica vezérlőrendszerbe van integrálva, és egy OK-kapcsolaton keresztül csatlakozik a hattengelyes robothoz. A tesztrendszerben zajló folyamatokat szintén központilag a Selogica kezeli, és a folyamat- és tesztadatokat végül az ATCM-ben gyűjtik össze.”
Egyidejű körbefröccsöntés és tesztelés
A DMC-vel (Data Matrix Code) jelölt elektromos tekercsek tálcákban állnak rendelkezésre. A KUKA hattengelyes robotja eltávolít négy tekercset, és maszkteszthez vezeti őket annak biztosítására, hogy a csapok egyenesek legyenek. A hibás betéteket kiválogatjuk, négy jó betétet 100 °C körüli hőmérsékletre melegítünk egy előmelegítő kemencében, és egy fűtött előmelegítő lemezbe helyezzük. Ez a Multilift V munkaterületére kerül, amely átveszi a további kezelést. A lineáris robotrendszer a betétes darabokat a Straberger 4 fészkes fröccsöntő szerszámába helyezi, ahol PA4.6-tal (GF30) körbefröccsöntik őket. Eltávolítás után az enguszokat egy szállítószalag kihordja a géptestből, és a kész darabokat egy tesztszánra helyezik. A gerjesztőrendszereket a tesztegység most külön-külön ütemezi. Ez olvassa le a DMC-kódot, amelyen többek között a gyártás száma és dátuma tárolásra kerül, az egyes alkatrészeket elektromos tesztnek vetik alá, és kiválogatják a selejtet. A jó alkatrészeket a tálcákra helyezzük és eltávolítjuk a munkaterületről.

Teljes nyomonkövethetőség az ATCM-mel
Az ATCM megjeleníti a teljes rendszert, világosan mutatja a fröccsöntés folyamatadatait és az elektromos teszt paraméterezését, valamint azt a speciális folyamatot, amellyel magát a mérőeszközt minősítik, és rendszeres időközönként tesztelik. „A folyamat- és a tesztadatoknak az egyedi alkatrészekig történő nyomonkövethetőségével szemben támasztott magas követelményeivel a Kendrion tökéletes kísérleti partner volt számunkra. Ezenkívül fontos volt a fizikai közelség, továbbá a rugalmas kapcsolattartók szerepe, akikkel nyíltan megbeszélhettünk és optimalizálhattunk minden részletet” – értékeli a jó együttműködést Matthias Vollmer, az Arburg projektmenedzsere. „Az összegyűjtött adatok átkerülnek az adatbázisunkba, ahol minden egyes alkatrészhez külön adatrekordot tárolunk a merevlemezen – teszi hozzá Werner Schleicher. – Így biztosítjuk a 100 százalékos nyomonkövethetőséget. Ez megkönnyíti az érintett gyártási tétel azonosítását, még akkor is, ha problémák vannak a folyamatban, és sokkal kevesebb a hulladékunk. Ha minden a tervek szerint alakul, hamarosan körülbelül 500 alkatrészt fogunk gyártani óránként a kulcsrakész rendszerünkkel három műszakban.”
Cikkünk eredetileg a GyártásTrend magazin február-márciusi lapszámában jelent meg, amely erre a linkre kattintva elérhető.
